
Ручной универсальный гибочный инструмент для гибки полосы, прутка, квадрата и изготовления завитков для художественной ковки. А там на что только способна ваша фантазия и сила рук.
Добавляю полезную штуку, думаю, что пригодится многим. В конце найдете ссылки на PDF с чертежами и DXF для лазерной резки на ЧПУ. Как и принято, скачать чертежи компактного гибочного станка можно совершенно бесплатно. Этого комплекта будет достаточно для полного самостоятельного изготовления гибочного станка. Будут вопросы прошу в комментарии.
Чертежи делал вдохновившись видео роликами с Ютуба. Как оказалось, довольно распространённое устройство в узких кругах.
И вот еще, полезное видео. Также можете найти много других роликов самостоятельно по запросу «Compact Bender».
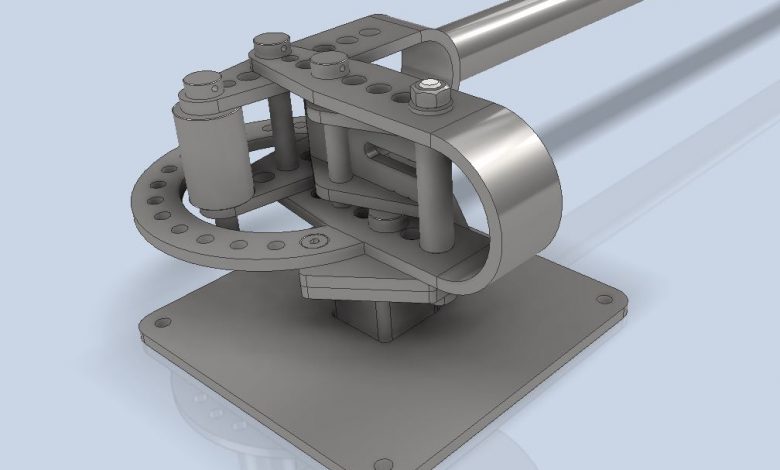
Тут вы можете увидеть, что должно в итоге получиться. Как крутить 3D модель думаю сами сможете разобраться. Можно использовать колесо мыши вращать и нажимать на него.
Станок позволяет гнуть материал на любой угол и в разных плоскостях. Изготовление кузнечных завитков существенно расширяет сферу его применения и позволяет производить оконные решетки, калитки, ворота и другие виды кузнечных изделий с холодной ковкой. Инструмент широко применяется в строительных работах, легко устанавливается прямо на стройплощадке. Отличный инструмент для начала небольшого бизнеса или для расширения существующего. Станок удобен в небольшой мастерской, кузне, гараже или даче для общих работ по гибки металла и для изготовления изделий с художественной ковкой. Гибочный кузнечный инструмент не требует специальной установки и монтажа. Крепление станка производится к столу, через монтажные отверстия Быстрая смена оправок и удобные упоры для гибки одинаковых деталей. В комплект чертежей входит только самое необходимое, дальше, исходя из конкретно ваших задач можно изготовить оправки нужных диаметров. Устройство довольно распространенное и секрета в техническом плане особо не представляет. Если будут вопросы пожелания все в комментарии.

Дайте две.